Samroterende vs. motroterende dobbeltskrueekstrudere: Hvor mye koster
ekstruderingsytelsen varierer med forskjellige rotasjonsretninger?
Ved materialblandingsbehandling bestemmer ytelsen til dobbeltskrueekstruderen direkte materialblandingseffekten, produksjonseffektiviteten og sluttproduktets kvalitet. I henhold til skrurotasjonsretningen er dobbeltskrueekstrudere delt inn i samroterende dobbeltskrueekstrudere og motroterende dobbeltskrueekstrudere, og hovedforskjellen mellom de to ligger i skrurotasjonsretningen. Det som ser ut til å være bare en forskjell i rotasjonsretningen resulterer i betydelige forskjeller mellom de to i prosessegenskaper, blandekapasitet og produktkompatibilitet.
Hovedforskjellen mellom medroterende dobbeltskrue og motroterende dobbeltskrue ligger i samspillsprosessen til skruene:
• Når de to gjengene til en samroterende dobbeltskrue skyver materialet, overlappes trykket deres;
• Når de to gjengelinjene til en motroterende dobbeltskrue skyver materiale, opphever deres støt hverandre.
Dette bestemmer det grunnleggende arbeidsprinsippet og ytelsesegenskapene til både samroterende og motroterende dobbeltskruer.
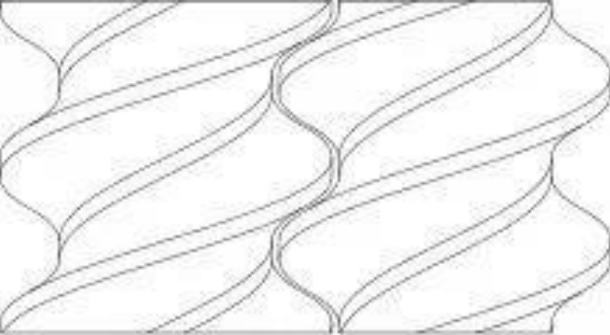
Figur 4 Montering av medroterende dobbeltskrue
Sammenkoblingsmodusen til den samroterende dobbeltskruen er vist i figur 4. De to skruene til den samroterende dobbeltskruen roterer i samme retning, og skruegjengene er begge høyrehendte. Bestemmelsen av materialtransportretningen er den samme som for enkeltskruen.
Sammenkoblingsmodusen til den motroterende dobbeltskruen er vist i figur 5. De to skruene til den motroterende dobbeltskruen roterer i motsatte retninger, og gjengene til de to skruene roterer i motsatte retninger. De to skruene roterer utover. Det vil si, langs ekstruderingsretningen er høyre side venstre skrue, som roterer med klokken, og venstre side er høyre skrue, som roterer mot klokken.
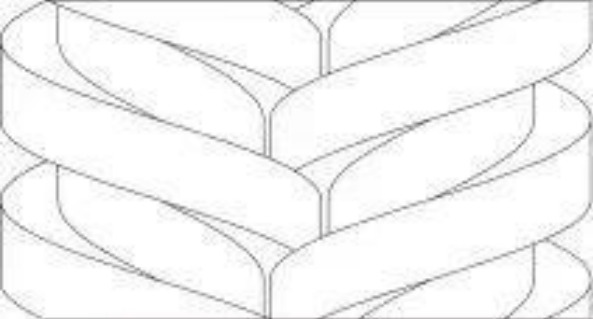
Figur 5 Motroterende dobbeltskruepasning
Analyse av simuleringseksperimentresultater
Fysisk felt
1
Trykkfelt
Som sett fra trykkskykartet (Figur 6) og trykkvariasjonskurven (Figur 7):
I den co-roterende dobbeltskrue ekstruderingsprosessen svinger trykket i strømningskanalen. Med henvisning til strukturen etter den samroterende dobbeltskruen (Figur 4), er det funnet at trykkfluktuasjonen svinger opp og ned med posisjonen til skrueryggen. Dette skyldes at skrueryggen er en høyt utstående del av skrueoverflaten, og det ekstruderte materialet utsettes for sterkere ekstruderings- og skjærkrefter når det passerer gjennom skrueryggen, slik at trykket ofte er relativt høyt ved skrueryggens posisjon.
Ved motroterende dobbeltskrueekstrudering øker først trykket i løperen og avtar deretter langs ekstruderingsretningen, og lokalt høytrykk oppstår i midtposisjonen. Med henvisning til strukturen til den motroterende dobbeltskruepasningen (Figur 5), er det funnet at det lokale høytrykket oppstår ved inngrepspunktet langs midten av ekstruderingsretningen. Dette er fordi de to skruene roterer i motsatte retninger, og materialstrømmen er ujevn eller blokkert under ekstruderingsprosessen, som samler seg i midtposisjonen og danner det lokale høytrykket i kanalen.
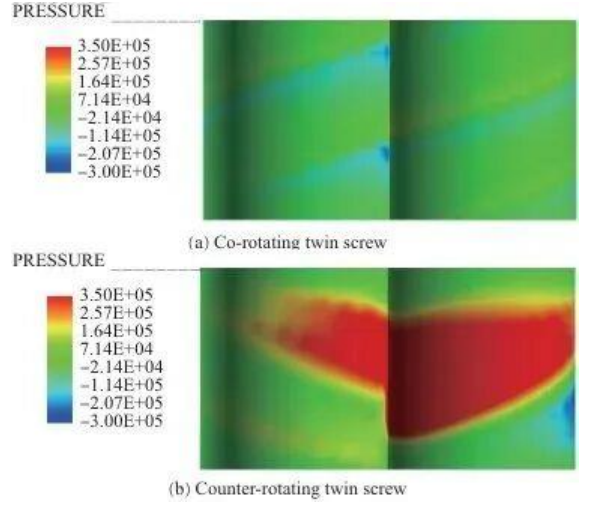
Figur 6 Trykkskydiagram i løperen under ekstruderingsprosessen
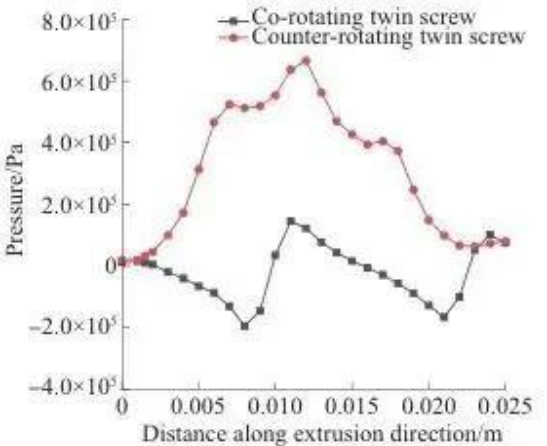
Figur 7 Trykkvariasjonskurve
2
Skjærhastighetsfelt
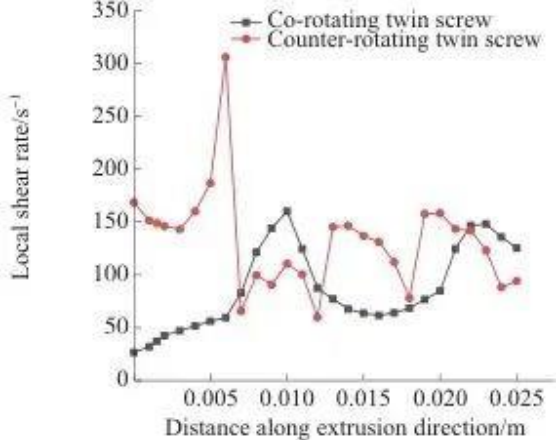
Som sett fra skjærhastighetsskyen (Figur 8) og skjærhastighetsvariasjonskurven (Figur 9):
Ved både samroterende dobbeltskrueekstrudering og motroterende dobbeltskrueekstrudering er skjærhastigheten høyere ved skrueryggen og lavere ved skruesporet. Årsaken til dette fenomenet er at materialet flyter raskere i de smale spaltene, og gapet mellom skrueryggene og innerveggen av tønnen er mindre, slik at skjærhastigheten er høyere, mens gapet mellom skruesporene og innerveggen i tønnen er større, slik at skjærhastigheten er lavere.
Den lokale høye skjærhastigheten i den motroterende dobbeltskruen er forårsaket av lekkasje.
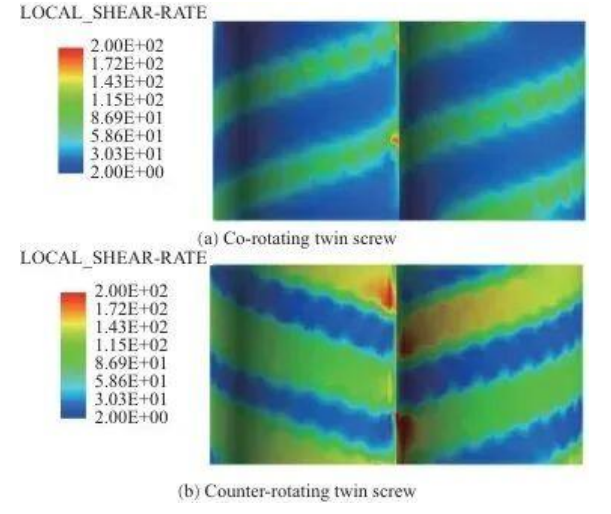
Figur 8 Sky av skjærhastighet under ekstrudering
Figur 9 Variasjonskurve for skjærhastighet
Blanding er hovedsakelig delt inn i distributiv og dispersiv blanding.
Distribuert blanding brukes til å beskrive distribusjonsprosessen til materialet, der materialet hele tiden omorganiseres og rettes under trykk på skruerotoren;
Dispersiv blanding brukes til å beskrive prosessen der størrelsen på materialet endres ettersom materialpartiklene hele tiden strekkes og skjæres. Sporpartikkelmetoden ble brukt til å utføre matematisk statistikk på baneparametere som oppholdstid, distribusjonsindeks, separasjonsskala og maksimal skjærspenningsfordeling for å analysere forskjellene i blandingsytelse mellom samroterende dobbeltskrue og motroterende dobbeltskruer.
Aksial blandingsytelse
Oppholdstidsfordeling er en viktig indikator for å måle den aksiale blandingsytelsen til skrueelementer. Den beskriver fordelingen av oppholdstid for materialer i dobbeltskrueekstrudere i to former: kumulativ oppholdstidsfordelingsfunksjon og oppholdstidsfordelingsfunksjon, som henholdsvis uttrykkes ved sannsynlighetsfunksjon og sannsynlighetstetthetsfunksjon.
1 Kumulativ fordeling av oppholdstid
Kurven for kumulativ oppholdstidsfordeling (figur 10) beskriver den kumulative sannsynlighetsfordelingen for oppholdstiden til fluidet eller materialet i ekstruderen.
Som vist i figur 10, i den samroterende tvillingskruen, er tiden når sporerpartiklene først går ut av løperen 1,00 s, tiden når de går helt ut av løperen er 54,82 s, og bredden på hviletidsfordelingen er 53,82 s.
I den motroterende tvillingskruen er tiden for sporpartiklene til å strømme ut av kanalen først 1,48 sekunder, tiden for dem å strømme helt ut av kanalen er 59,80 sekunder, og bredden på oppholdstidsfordelingen er 58,32 sekunder.
Den kumulative oppholdstidsfordelingskurven til den samroterende dobbeltskruen er over den kumulative oppholdstiden til den samroterende tvillingskruen, og en høyere kurve indikerer at flere partikler strømmer ut av kanalen i et gitt øyeblikk.
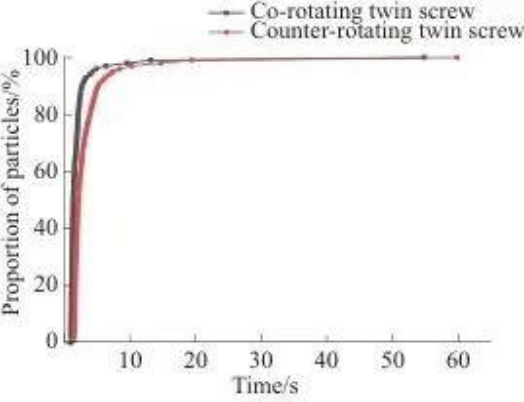
Figur 10 Fordeling av kumulativ oppholdstid
2 Fordeling av oppholdstid
Oppholdstidssannsynlighetstetthetsfordelingskurven beskriver sannsynlighetsfordelingen av oppholdstiden til materialet i ekstruderen over ulike tidsperioder. Høyere sannsynlighetstetthet betyr større sannsynlighet for materiell opphold i den perioden, mens lavere sannsynlighetstetthet indikerer relativt kortere oppholdstid. Fra sannsynlighetstetthetsfunksjonen til fordelingen av oppholdstid (Figur 11), er det kjent at:
I den samroterende dobbeltskruen er flertallet av partiklene konsentrert ved 1,00 til 1,99 sekunder, og i den motroterende tvillingskruen er flertallet av partiklene konsentrert til 1,48 til 2,97 sekunder. Den tilsvarende kurven til den samroterende dobbeltskruen er lenger til venstre, og toppen er høyere, noe som indikerer at transportkapasiteten til den samroterende tvillingskruen er sterkere. Årsaken til dette fenomenet kan være at under den ko-roterende dobbeltskrue ekstruderingsprosessen, blir materialet tvangstransportert langs en "∞" formet bane av skruen.
Ved motroterende dobbeltskrueekstrudering beveger materialet seg i en "C"-form og blandes og reagerer gjentatte ganger i det C-formede kammeret, noe som resulterer i en forlenget oppholdstid.
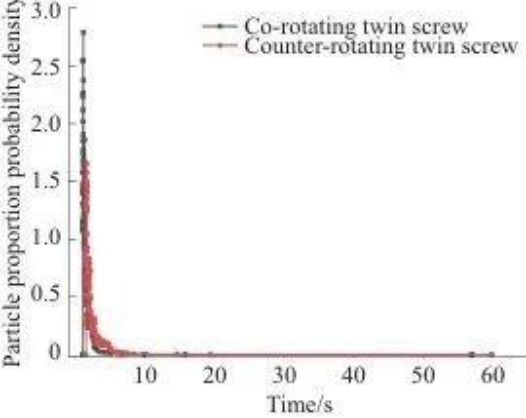
Figur 11 Fordeling av oppholdstid
Distribuert blandingsytelse
1 Fordelingsindeks
Distribusjonsindekser beskriver de reologiske egenskapene og strømningsoppførselen til ekstruderte materialer. Det kan sees fra fordelingsindekskurven (Figur 12) at fordelingsuniformiteten til den motroterende tvillingskruen er bedre enn den til den samroterende tvillingskruen.
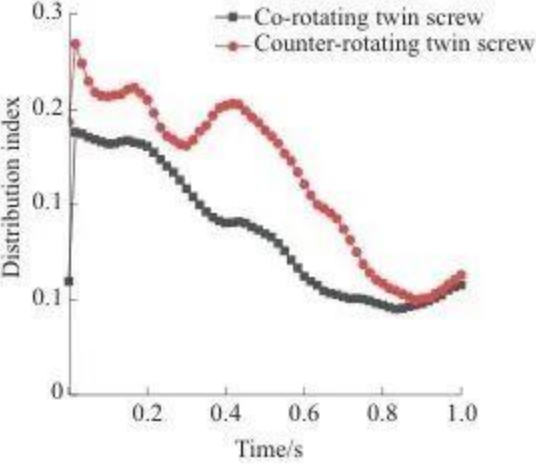
Figur 12 Distribusjonsindeks
2 Separasjonsskala
Separasjonsskalaer karakteriserer distribuerte blandeprosesser. Figur 13 viser separasjonsskalakurven. I det første øyeblikket er de to partiklene på hver side av innløpet, så separasjonsskalaverdien er stor. Når tiden øker, avtar separasjonsskalaen under skrueblandingseffekten, kurven faller, graden av distribusjonsblanding av overflatepartikler blir gradvis dypere, og det er et fluktuasjonsfenomen under prosessen, som er forårsaket av aggregering av partikler under strømningsprosessen.
Separasjonsskalakurven til den samroterende dobbeltskruen er alltid under den til den motroterende tvillingskruen, noe som indikerer at den er mer jevn i fordeling.
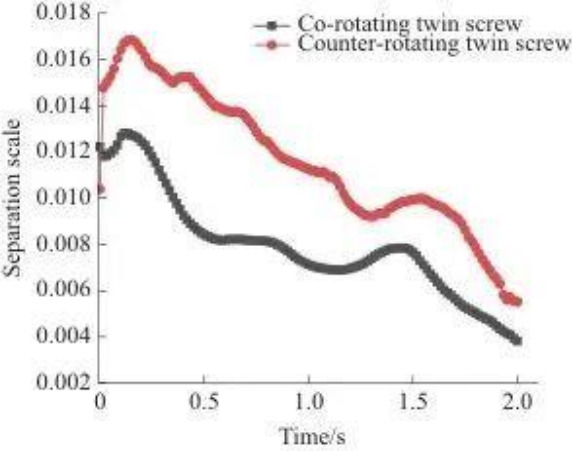
Figur 13 Separasjonsskala
Ved samroterende dobbeltskrueekstrudering roterer de to skruene i samme retning og danner en sterk skjæreffekt ved inngrepspunktet, og materialet utveksles flere ganger mellom skruene, noe som bidrar til å oppnå jevn fordeling.
Ved motroterende dobbeltskrueekstrudering holdes det meste av materialet tilbake i det C-formede kammeret, med bare en liten mengde materiale som strømmer ut av gapet for å bli utsatt for skjæring og strekking. Forseglingen er god, og reduserer den uregelmessige flyten av materialet i løperen, og dermed reduseres også jevnheten til blandingen.
Dispersjons- og blandingsytelse
Dispersjons- og blandingsprosessen er en prosess der partikkelstørrelsen stadig avtar, og skjær- og strekkkreftene som materialpartiklene utsettes for spiller en betydelig rolle i denne prosessen.
Den maksimale skjærspenningen som sporstoffpartikkelen opplever indikerer skjærprosessen som sporstoffpartikkelen gjennomgår under ekstruderingsprosessen med to skruer. Jo større andel av sporstoffpartikler som opplever høy skjærkraft, desto bedre er skruespredningseffekten.
Figur 14 viser maksimal skjærspenningssannsynlighetskurve. Som det fremgår av figur 14, er kurven som tilsvarer den motroterende tvillingskruen over kurven til den samroterende dobbeltskruen.
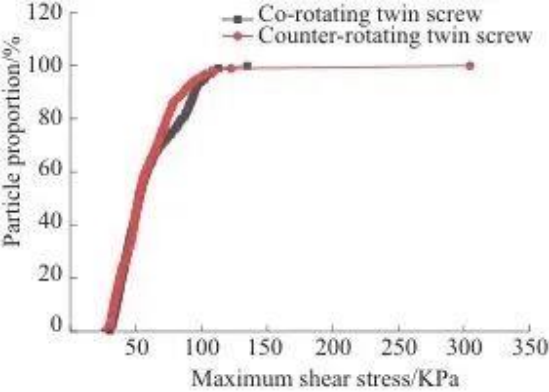
Figur 14 Maksimal skjærspenningssannsynlighet
Figur 15 viser tetthetskurven for maksimal skjærspenningssannsynlighet. Fra figur 15 kan man se at den maksimale skjærspenningen som partikkelen tåler er konsentrert på toppen av kurvefremspringet.
De to kurvetrekkene indikerer at den motroterende tvillingskruen har en sterkere spredningsevne og kan gi sterkere skjær- og strekkeffekter enn den samroterende dobbeltskruen.
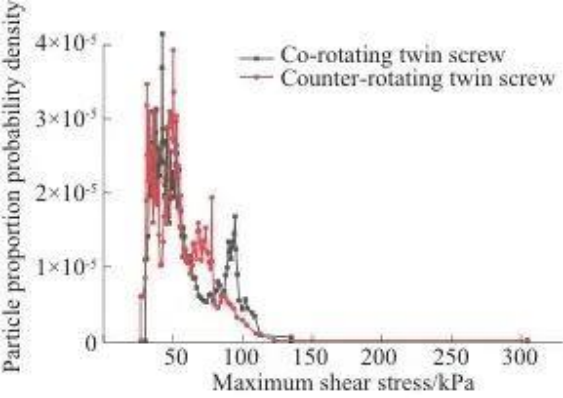
Figur 15 Maksimal skjærspenningssannsynlighetstetthet
Analyse av eksperimentelle resultater
Strekkpåvirkningstestanalyse
Figurene 17 og 18 viser henholdsvis strekk- og støttestdata.
Strekkstyrken og strekktøyningen ved brudd av materialets splines ekstrudert ved samroterende dobbeltskrueekstrudering var litt høyere enn de som ble ekstrudert ved motroterende dobbeltskrueekstrudering.
Slagenergiabsorpsjonen og slagstyrken til materialets splines ekstrudert av motskrueekstruderingen er litt høyere enn de som ekstruderes av medskrueekstruderingen.
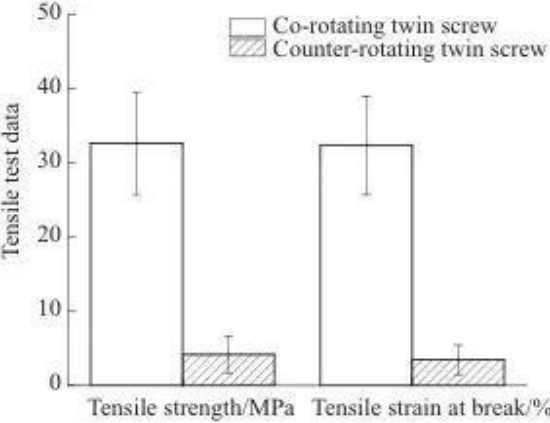
Figur 17 Strekktestdata
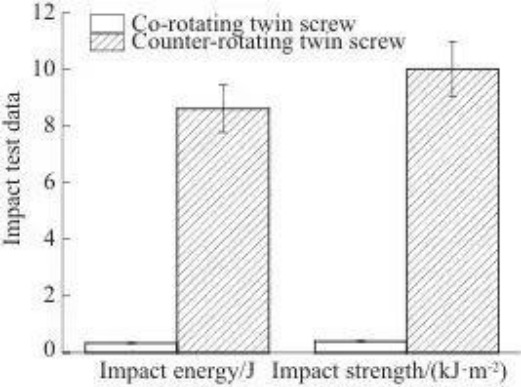
Figur 18 Slagtestdata
Reologiske testresultater
De reologiske egenskapene til polymerer gjenspeiles typisk i lagringsmodul (G'), tapsmodul (G') og komposittviskositet (η*). Lagringsmodulen reflekterer materialets elastisitet, tapsmodulen reflekterer materialets viskositet, og komposittviskositeten reflekterer molekylvekten. Fluiditeten til polymersmelten avhenger av evnen til molekylkjedesegmentene til å bevege seg. Skrueekstrudering endrer den molekylære strukturen til PLA, noe som får molekylkjedene til å bryte og reduserer viskositeten.
Figur 19 viser kurven for sammensatt viskositet η* med vinkelfrekvens. Det kan sees fra figur 19 at η* avtar med økningen av vinkelfrekvensen.
På grunn av den strukturelle forskjellen har den motroterende tvillingskruen en sterkere dispersjons- og blandeevne, og molekylkjeden brytes mer fullstendig. Derfor er η* av materialet ekstrudert av den motroterende dobbeltskruen lavere enn den til den samroterende dobbeltskruen.
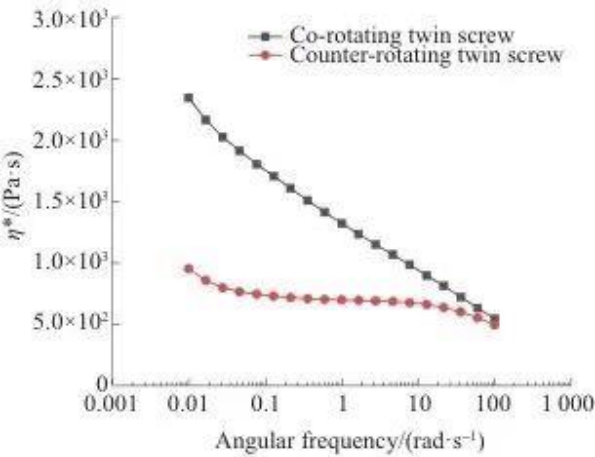
Figur 19 Kurver av η * med vinkelfrekvens
Sammendrag
Fordeler med samroterende dobbeltskrueekstrudere:
• Strømningsfeltet (spesielt trykket) er relativt stabilt.
• Ekstremt sterk fordelingsblandingsevne, høy jevn materialfordeling.
• Kort materialoppholdstid og høy transporteffektivitet letter behandlingen av varmefølsomme materialer og reduserer risikoen for termisk nedbrytning.
• De ekstruderte produktene har bedre strekkegenskaper.
Fordeler med motroterende dobbeltskrueekstrudere:
• Sterkere trykkbyggende kapasitet (men pass på mulig lokalt høytrykk).
• Mer intens skjæring, overlegen sprednings- og blandeevne. Det kan gi en sterkere strekkeffekt.
• Lengre oppholdstid og bredere fordeling av materialer, egnet for prosesser som krever tilstrekkelig reaksjons- eller blandetid.
• Ekstruderte produkter har høyere slagstyrke og lavere smelteviskositet (mer grundige molekylære kjedebrudd).
Forrige innlegg
Hva er en aluminium honeycomb kjernemaskin?
Neste innlegg
Hva er et bimetallisk komposittpanel?










